Explore our leading primary packaging solutions, serving global cosmetics, pharmaceuticals, and beverage applications.








An in-depth perspective on material shifts, manufacturing compliance, and the structural dynamics of global plastic cup distribution.
The global plastic drinkware and rigid packaging sector is undergoing a profound structural evolution. Driven by stringent food-safety regulations, changing consumer preferences, and geopolitical carbon policies, manufacturing industries are transitioning from standard polymers (such as general-purpose polystyrene) toward premium resins. Materials like Eastar™ Tritan copolyester, PPSU (Polyphenylene sulfone), and high-density polyethylene (HDPE) have taken center stage. Exporters must maintain strict alignment with food-contact material guidelines (FCMs) governed by the European Food Safety Authority (EFSA) and the U.S. FDA CFR Title 21.
In addition to raw performance metrics, the global supply chain faces intense pressure to implement circularity. Bioplastics (such as PLA and bio-PP) along with Post-Consumer Recycled (PCR) resins are no longer optional additions. They are central requirements for enterprise buyers scaling operations across Europe, North America, and parts of Asia. Companies like Guangzhou Bluesky Plastic Products Co., Ltd. have pioneered the deployment of medical-grade plastics, baby-grade PPSU, and food-grade PET/PP to satisfy these strict international requirements.
Operating a global procurement strategy for plastic cups and bulk custom bottles requires robust supply chain logistics. Geopolitical factors, fluctuations in oil prices (which directly influence primary monomer costs), and cargo container shortages require that major exporters operate diversified production bases. Lead-time reliability, container packaging optimization (to reduce freight-volumetric costs), and customs-clearance documentation (such as Certificate of Origin, SGS reports, and customized safety datasheets) form the baseline of secure B2B transaction management.
“Strategic procurement in 2024 demands that B2B buyers evaluate suppliers based on real-time material traceability, automation levels, and verified compliance with regional environmental mandates.” — Global Supply Chain Council Insights.
Established in 2015, Guangzhou Bluesky Plastic Products Co., Ltd. has grown to become a leading designer and manufacturer of professional insulated water bottles, Tritan water cups, food containers, and high-performance silicone drinkware accessories. With a core focus on structural design innovation, modern aesthetics, and rigorous quality control, Bluesky delivers comprehensive solutions for the global B2B packaging and housewares market.
Operating across multiple production bases, our facility leverages modern automated assembly layouts and high-speed injection machines to maximize material throughput while maintaining strict quality consistency. We believe that quality is the core driver of enterprise culture, which is why our processes are supported by an integrated R&D team and a quality control protocol spanning every production phase.

Professional Employees
Factory Footprint (sq. meters)
Annual Production (pieces)
Design & Utility Patents
Compare the thermal, structural, and chemical properties of dominant polymers utilized in global export manufacturing.
| Material Type | Common Applications | Thermal Resistance | Transparency Rating | BPA Status | Recyclability (SPI Code) |
|---|---|---|---|---|---|
| PET (Polyethylene Terephthalate) | Disposable cold cups, juice bottles, lightweight beverage storage | Low (Up to 60°C) | Excellent (High Clarity) | Naturally BPA-Free | Highly Recyclable (Code 1) |
| PP (Polypropylene) | Hot drink containers, reusable cups, microwave-safe packaging | High (Up to 110°C) | Translucent to Clear | Naturally BPA-Free | Recyclable (Code 5) |
| Tritan™ Copolyester | Premium sports bottles, heavy-duty reusable tumblers, infant cups | Very High (Up to 100°C+) | Glass-like Clarity | BPA-Free / BPS-Free | Code 7 (Other) |
| PPSU (Polyphenylsulfone) | High-end medical containers, infant feeding bottles, aerospace use | Extreme (Up to 180°C) | Amber Tinted / Clear | Naturally BPA-Free | Code 7 (Other) |
| HDPE (High-Density Polyethylene) | Reagent packaging, milk jugs, industrial chemical containers | Medium (Up to 90°C) | Opaque / Matte | Naturally BPA-Free | Highly Recyclable (Code 2) |
B2B client support programs optimized to minimize supply chain risk and accelerate speed-to-market.

We provide negotiable Minimum Order Quantities designed for custom bulk production. Rather than offering off-the-shelf retail solutions or drop shipping, we focus entirely on serving mid-to-large-scale global B2B operations.

Send us your product concepts or technical parameters. Our design team creates detailed 2D/3D CAD models for engineering verification, and we provide functional physical prototype samples before initiating mass production molds.

Our facilities are equipped with over 40 advanced high-speed injection machines and automated, dust-free assembly structures. This high level of integration lowers unit labor costs and ensures quick turnaround times.

Our quality verification processes run continuously during production, with structural sampling conducted every 2 hours alongside two dedicated inline inspection phases. Full compliance certification reports are provided for each batch.
Understanding regional technical directives and how packaging is adapted for targeted end-user environments.
Exporters of plastic cups and storage containers must maintain strict compliance to operate in high-value global markets. In the United States, materials must satisfy FDA FDA 21 CFR standards, which dictate the specific extraction limits for components in contact with food. Across the European Union, Regulation (EU) No 10/2011 governs the plastic materials intended to come into contact with food, and requires detailed migration testing under simulated conditions of use.
Furthermore, global environmental initiatives require that products carry verified certifications. Our manufacturing partners adhere to ISO 9001:2015 Quality Management standards, and our food-grade product configurations hold verification certifications from international bodies such as SGS, TÜV Rheinland, and Intertek. This ensures that B2B clients can import goods with complete legal and operational confidence.
Custom plastic cups and primary containers serve diverse localized environments across different global sectors. In fast-casual food networks and hospitality hubs, the focus centers on durable, stackable PP cups that can withstand commercial sanitizing and washing cycles. Conversely, in the wellness and outdoor industries, consumers seek high-strength, glass-clear Tritan tumblers and travel mugs that resist drop impact and chemical degradation from citrus or carbonated liquids.
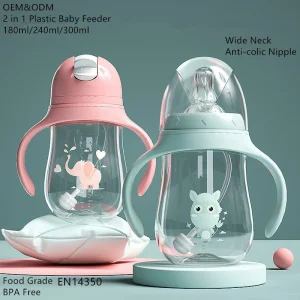
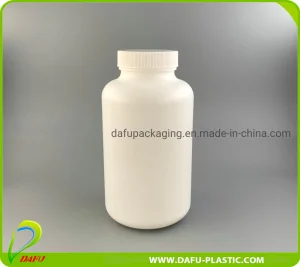
In specialized pharmaceutical and scientific settings, demand centers on high-density materials like HDPE. For instance, the 30ml narrow-mouth reagent container provides the chemical resistance required to store active solutions safely. Similarly, our infant and maternal care line utilizes highly pure, thermo-resistant PPSU to withstand repeated steam sterilization cycles without material breakdown.
The next decade of industrial container manufacturing will be defined by smart production automation and molecular advancements in green chemistry. At Guangzhou Bluesky, our technology roadmap focuses on three main developments:
By investing in clean energy manufacturing and refining material formulation techniques, we help our enterprise clients meet their ESG (Environmental, Social, and Governance) targets. This focus on sustainability allows our partners to maintain a strong market position as environmental standards become increasingly strict worldwide.
Our projected timeline for operational scaling and manufacturing updates:
Get answers to common technical, logistics, and production questions regarding bulk container manufacturing.
PET is a cost-effective, highly transparent material designed primarily for cold beverage containers. It features a lower heat distortion temperature and should not be exposed to liquids above 60°C. PP offers excellent chemical resistance and thermal tolerance up to 110°C, making it microwave-safe and suitable for hot beverages. Tritan is a premium copolyester that combines glass-like clarity with extreme impact resistance and high thermal limits, while remaining completely free of BPA and BPS.
We source only virgin, high-purity resins from certified chemical suppliers. Our production utilizes dust-free manufacturing spaces and automated handling systems to minimize human contact. We perform material migration testing to ensure our products meet or exceed the requirements of U.S. FDA regulations and EU Regulation No 10/2011.
Once the initial requirements are defined, we complete 2D/3D CAD models within 3 to 5 business days. Once drawings are approved, physical prototype models are generated within 7 to 10 days. Mass production tooling and mold creation typically require 30 to 45 days, followed by standard production times depending on the order volume.
Yes. We offer rPET and rPP materials in various pre-blended percentages (e.g., 30%, 50%, or up to 100%) depending on the structural and clarity requirements of your application. We verify the sourcing and traceability of all PCR feedstocks to ensure they meet food-contact safety standards.
Yes, we manufacture chemical-resistant HDPE and PP containers designed for laboratories and pharmacies. These items feature high-tolerance leakproof designs and tight-sealing closures suitable for transport and chemical storage.
We work under several standard Incoterms, including FOB (Free on Board), CIF (Cost, Insurance, and Freight), and EXW (Ex Works). We coordinate with global logistics providers to manage bulk ocean freight, air shipping, and land transport, ensuring all export customs declarations are filed correctly.
Discover our range of leakproof sports bottles, baby nursing containers, and double-wall cups.